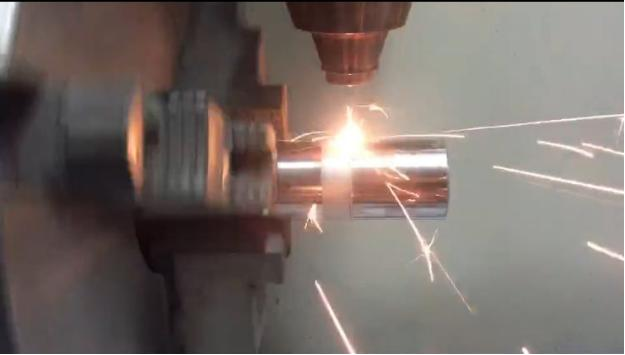
Описание технологии лазерного напыления и лазерного покрытия
Лазерное напыление и лазерное покрытие являются важными методами модификации поверхности материала. Лазерное напыление состоит в нагревании верхней части порошка или шелка пучком высокой плотности энергии до расплава, а затем в ионизации расплавленного материала испускаемым газом высокого давления и распылении на коллективную поверхность для формирования покрытия. Лазерная плавка представляет собой пламя сплава сплава сплава материала на коллективной поверхности с помощью лазерного луча высокой плотности энергии для получения поверхностного сплава который полностью отличается по составу и характеристикам от основного материала. В обоих случаях используется лазерная технология для переименования поверхности материала, разница в том, что лазерное напыление - это использование лазерного луча для нагрева материала покрытия до расплавленного состояния, а затем ускоренное впрыскивание сжатого газа на поверхность матрицы для образования покрытия; Лазерная плавка - это быстрый процесс затвердевания, который полностью расплавляет материал покрытия и поверхность фундамента, а расплавленный слой полностью металлургически связывается с поверхностным слоем фундамента. Общей особенностью лазерного напыления и плавления является то, что большинство покрытий могут быть использованы от низкой точки плавления до сверхвысокой точки плавления; Распыление может производиться в атмосфере, инертном газе или вакууме; Полученное покрытие имеет низкую пористость, и структура покрытия в основном такая же, как и исходный порошок. В настоящее время лазерное покрытие используется больше, чем лазерное распыление.
Компонент лазерного напыления и лазерного покрытия: лазерное напыление и расплавление оборудования в основном состоят из лазерной системы, системы опыления и рабочей площадки 3. Конкретное отсутствие включает лазер, лазерную головку обработки (лазерную плавленную головку), модулятор (распределитель), устройство подачи порошка (линейная подача) и приводной стол.
Важные параметры процесса лазерного расплава
Плотность световой мощности лазера, размер световой мощности на единицу светового пятна. Плотность мощности лазера в основном зависит от типа лазерной обработки и характеристик материала покрытия, как правило, в диапазоне 104 - 106 Вт / см2.
Б. Световое пятно, лазерное покрытие требует плоского верхнего пятна, форма пятна в основном прямоугольная, линейная и круглая, форма пятна должна соответствовать требованиям обрабатываемой поверхности изделия.
Скорость сканирования, скорость движения поверхности матрицы изделия относительно лазерного пятна. Когда скорость сканирования контролируется плотностью мощности лазера и подачей порошка, чем выше скорость сканирования, тем ниже скорость разбавления расплавленного слоя.
(4) Количество порошка, количество порошка на единицу времени тесно связано с плотностью мощности пятна, как правило, различные материалы покрытия должны быть неоднократно исследованы для получения.